اتصالات الکتروفیوژن
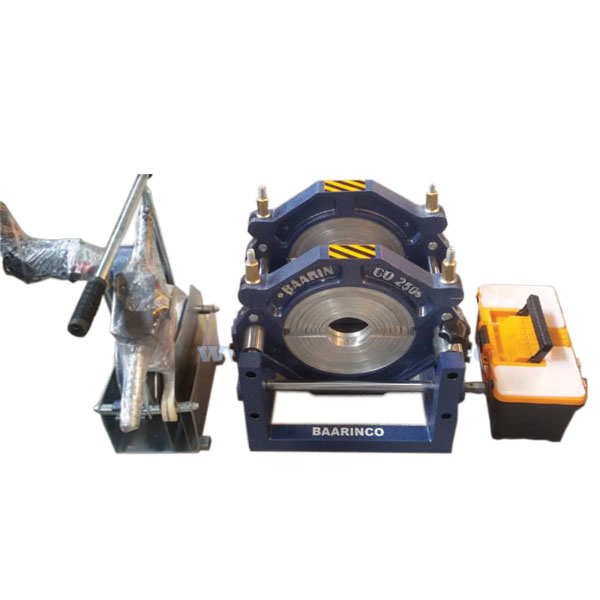
برند:
بارینکو
تامین کننده:
مهاب ارین کوپال
موقعیت:
کرج
1400/09/17